

ĶTĶFŲĮ┼_╔·«aŪ░Ų┌Ą─┘|┴┐┐žųŲ
▒Š╬─ī¦ūxŻ║ę╗░ŃĶTįņė├╔·ĶF░┤GB718-82▀xė├,Ū“─½ĶTĶFė├╔·ĶF░┤GB1412-78▀xė├ĪŻś╦£╩░┤╗»īW│╔Ęųīó╔·ĶFĘųć°╚¶Ė╔ĮMĪóŅÉĪó╝ē,Ą½▓╗┐╝æ]║¼╠╝┴┐ĪŻė├æ¶Ė∙ō■║¼╣Ķ┴┐▀xō±╔·ĶF┼Ų╠¢,Ė∙ō■║¼Õi┴┐▀xō±ĮM,Ė∙ō■║¼┴ū┴┐▀xō±╝ē,Ė∙ō■║¼┴“┴┐▀xō±ŅÉĪŻŠ▀¾w▀xō±──ę╗ĘN,ę¬Ė∙ō■▓╗═¼ĶT╝■Ą─ę¬Ū¾



- ę╗ĪóĮī┘Āt┴Ž
- 1Ż« ╔·ĶF
ę╗░ŃĶTįņė├╔·ĶF░┤GB718-82▀xė├Ż¼Ū“─½ĶTĶFė├╔·ĶF░┤GB1412-78▀xė├ĪŻś╦£╩░┤╗»īW│╔Ęųīó╔·ĶFĘųć°╚¶Ė╔ĮMĪóŅÉĪó╝ēŻ¼Ą½▓╗┐╝æ]║¼╠╝┴┐ĪŻė├æ¶Ė∙ō■║¼╣Ķ┴┐▀xō±╔·ĶF┼Ų╠¢Ż¼Ė∙ō■║¼Õi┴┐▀xō±ĮMŻ¼Ė∙ō■║¼┴ū┴┐▀xō±╝ēŻ¼Ė∙ō■║¼┴“┴┐▀xō±ŅÉĪŻŠ▀¾w▀xō±──ę╗ĘNŻ¼ę¬Ė∙ō■▓╗═¼ĶT╝■Ą─ę¬Ū¾Ż¼└²╚ńŪ“─½ĶTĶFę¬ć└Ė±Ž▐ųŲ╔·ĶFųą┴“║═┴ūĄ─║¼┴┐Ż©ę╗░ŃP║¼┴┐Ż╝0.1%Ż¼S║¼┴┐Ż╝0.03%Ż®Ż¼Č°ę╗░Ń╗ęĶTĶFė├╔·ĶFĄ─┴“┴ū║¼┴┐ģs┐╔Ę┼īÆŻ©╚ńP║¼┴┐Ż╝0.2%Ż¼S║¼┴┐Ż╝0.06%Ż®Ż¼─═─źĶTĶF╩╣ė├Ą─╔·ĶF║Ž┴ū┴┐┐╔ęįĖ³Ė▀Ż©╚ńP║¼┴┐Ż╝0.4%Ż®ĪŻ╣Ķ║═Õi▓╗╩Ūėą║”¤o╦žŻ¼┐╔Ė∙ō■ąĶę¬▀xō±ĪŻė╔ė┌╣ĶÕi║¼┴┐┐╔═©▀^╝ė╚ļÕiĶF║═╣ĶĶF▀Mąąš{š¹Ż¼╠žäe╩ŪąĶę¬įąė²╠Ä└ĒĄ─ĶF╦«ųą▀Ćę¬╝ė╣ĶŻ¼╣╩╔·ĶFųą╣Ķ║═ÕiĄ─║¼┴┐ę╗░Ń▓╗æ¬Ė▀ė┌ĶF╦«ųąĄ─ę¬Ū¾║¼┴┐ĪŻ╔·ĶF▒Ē├µæ¬«öŪÕØŹŻ¼Ą½į╩įSĖĮėą╩»╗ę║═╩»─½ĪŻ╚ļÄņ║¾æ¬░┤ęÄĖ±ĘųäeČčĘ┼Ż¼▓╗Ą├╗ņļsĪŻąĶ▓╔śėÅ═“×ĢrŻ¼Ęų╬÷įćśė░┤GB719Ī¬65ĪČ╔·ĶFĄ─╗»īWĘų╬÷ė├įćśė▓╔╚ĪĘ©ĪĘĄ─ęÄČ©▓╔śėŻ¼╗»īWĘų╬÷ĘĮ╬┤─▄░┤GB223.1~223.7-81ĪČõōĶF╝░Ųõ║ŽĮĘų╬÷ĘĮĘ©ĪĘ║═YB35Ż©1~28Ż®Ī¬78╗“─▄▒ŻūCś╦£╩ęÄČ©Ą─£╩┤_Č╚Ą─Ųõ╦¹ĘĮĘ©▀MąąĪŻ
- 2Ż« ╗žĀt┴Ž
╗žĀt┴Žų„ę¬╩Ū▒ŠÅSĄ─Ø▓├░┐┌║═ÅUĶT╝■ĪŻ╗žĀt┴Ž▓╗Ą├ėąć└ųžĄ─õP╬gĪóė═╬█╝░─Ó╔░ļs┘|Ż¼ø_╠ņĀtė├╗žĀt┴ŽēKČ╚▓╗Ą├│¼▀^▒Ē3-1Ą─ęÄČ©ĪŻ
▒Ē3-1 ╗žĀt┴ŽĄ─ēKČ╚
| ø_╠ņĀtćŹ╬╗/Ż©t/hŻ® | ķLČ╚/mm | ┘|┴┐/Ż©kg/ēKŻ® |
| ŻŠ10 | Ī▄400 | Ī▄20 |
| 5~7 | Ī▄300 | Ī▄15 |
| 2~3 | Ī▄200 | Ī▄10 |
| Ī▄1 | Ī▄100 | Ī▄5 |
| Ø▓├░┐┌╝░ąŠ╣Ū▒žĒÜŲŲ╦ķ│╔ŚlĀŅŻ¼ŲõķLČ╚Ż╝200mm | ||
▓╗═¼┼Ų╠¢Ą─╗žĀt┴Žæ¬ĘųŅÉČčĘ┼Ż¼▓╗Ą├╗ņļsĪŻĘ±ätŻ¼▓╗āH║ŽĮę║Ą─│╔Ęų▓╗ęū┐žųŲŻ¼Č°Ūęę╗ĘN║ŽĮĄ─│╔Ęųī”┴Ēę╗ĘN║ŽĮüĒšf┐╔─▄╩Ūėą║”ļs┘|Ż¼╚ń╣¹ŽÓ╗ź╗ņļs┐╔─▄ĮĄĄ═║ŽĮĄ─┴”īWąį─▄╗“│÷¼F╚▒Ž▌ĪŻ└²╚ńĶTĶFųą╚ń╣¹╗ņ╚ļõXµVĄ╚║ŽĮ┐╔─▄╩╣ĶT╝■«a╔·ßś┐ūŻ¼╗ņ╚ļĒ┌ĪóŃGĄ╚╝ż┴ąĘ┤╩»─½╗»Ą─¤o╦žŻ¼īó╩╣Į▄ĶTĶF║═Ū“─½ĶTĶFą╬│╔░ū┐┌ĮM┐ŚĪŻĶFī”õX║ŽĮüĒšf╩Ūėą║”ļs┘|ĪŻ
▓╗═¼┼Ų╠¢Ą─õX║ŽĮŻ¼ėąą®į¬╦žī”▀@ÄūĘNõX║ŽĮį¬╦žŻ¼Č°ī”┴ĒÄūĘNõX║ŽĮģs╩Ūļs┘|ĪŻę“┤╦Ż¼Ė„ĘN╗žĀt┴Ž▓╗āHę¬ĘųŅÉČčĘ┼Ż¼Č°Ūęę¬ūą╝ÜÖz▓ķŲõųą╩Ūʱ╗ņļsėąŲõ╦¹Įī┘Ż©╠žäe╩Ūę¬ūóęŌĮī┘ĶéēKĪóęr╠ūĄ╚Ż®ĪŻķgöÓ╔·«aė├╚█ĀtĄ─╗žĀt┴ŽēKČ╚ø]ėąŽ±ø_╠ņĀt─Ū├┤ć└Ė±Ą─ę¬Ū¾Ż¼ęį─▄ų├╚ļĀt╠┼×ķŽ▐Č╚Ż¼Ą½øQČ╚╠½┤¾īóĮĄĄ═╚█¤Æ╦┘Č╚ĪŻ
- 3Ż« ÅUõō
ę╗░Ńæ¬╩╣ė├Ųš═©╠╝╦žõō║═Ą═║ŽĮĮYśŗõōŻ¼╠ž╩Ōõō╬┤Įø╝╝ągų„╣▄▓┐ķT═¼ęŌ▓╗Ą├ė├ū„ÅUõōĪŻ▒Ē├µėąć└ųžõP╬gŻ©║±Č╚│¼▀^1mmŻ®ĢrŻ¼ąĶė├ŪÕ└ĒØL═▓╗“Ųõ╦¹ĘĮĘ©│²õP║¾▓┼┐╔╩╣ė├ĪŻÅUõō▀MÅS║¾æ¬▀Mąąūą╝ÜÖz▓ķŻ¼īó╗ņ╚ļĄ─ĶTĶFŻ¼Ė▀║ŽĮõō║═ėą╔½║ŽĮ┼┼Æ■Ė╔ā¶Ż¼ī”│╔Ęų▓╗├„Ą─ÅUõōæ¬╚ĪśėĘų╬÷╗“╗╗©ĶbäeŻ¼╚╗║¾░┤│╔ĘųĘųäeČčĘ┼ĪŻ
ø_╠ņĀtė├ÅUõōĄ─ēKČ╚▓╗æ¬│¼▀^▒Ē3-2Ą─ęÄČ©ĪŻ
▒Ē3-2 ø_╠ņĀtė├ÅUõōĄ─ēKČ╚
| ø_╠ņĀtćŹ╬╗/Ż©t/hŻ® | ķLČ╚/mm | ┘|┴┐Ż©kg/ēKŻ® |
| ŻŠ10 | Ī▄400 | |
| 5~7 | Ī▄300 | |
| 2~3 | Ī▄200 | Ī▄5 |
| Ī▄1 | Ī▄100 | Ī▄2 |
- 4Ż« ĶF║ŽĮ
│Żė├ĶF║ŽĮų„ę¬į¬╦žŲĮŠ∙║¼┴┐ęŖ▒Ē3-3ĪŻĖ„ŅÉ║ŽĮ▒žĒÜ░┤Ųõ║ŽĮ║¼┴┐ĘųŅÉ▒Ż╣▄Ż¼▓╗Ą├╗ņļsĪŻĖ„ŅÉ║ŽĮ╩╣ė├ĢrĄ─ēKČ╚ęŖ▒Ē3-4ĪŻĀt═Ō╝ė╚ļĄ─įąė²╣ĶĶFĄ─┴ŻČ╚ęŖ3-5ĪŻ
▒Ē 3-3 ĶF║ŽĮų„ę¬į¬╦žŲĮŠ∙║¼┴┐
| ║ŽĮ├¹ĘQ | ╣ĶĶF | ÕiĶF | ŃtĶF | ŃfĶF | ŌüĶF | ┴ūĶF | ŌCĶF | ┼ĶF |
| ų„ę¬į¬╦žŲĮŠ∙║¼┴┐/% | Ī▌75 | Ī▌65 | Ī▌50 | Ī▌55 | Ī▌25 | Ī▌15 | Ī▌4 | 14~19 |
| į¬╦žŲ½▓Ņ/% | Ī└5 | Ī└5 | Ī└5 | Ī└3 | Ī└4 | Ī└2 | Ī└2 | Ī└2 |
▒Ē3-4 ║ŽĮ╩╣ė├ĢrĄ─ēKČ╚
| ║ŽĮĘNŅÉ ēKČ╚/mm ø_╠ņĀtćŹ╬╗/% |
Ātā╚╝ė╚ļ | Āt═Ō╝ė╚ļ | ||
| ╣ĶĶF | ÕiĶF | ŃtĶF | ŃfĶF | |
| Ī▌10 | 60~150 | 60~150 | 40~100 | 2~5 |
| 5~7 | 40~100 | 40~100 | 40~100 | 2~5 |
| 2~3 | 30~50 | 30~50 | 40~100 | 2~5 |
▒Ē3-5 Āt═Ōįąė²╣ĶĶFĄ─┴ŻČ╚
|
ĶF╦«┘|┴┐/kg |
Ż╝200 |
200~1000 |
1000~4000 |
|
┴ŻČ╚/mm |
2~5 |
5~10 |
10~15 |
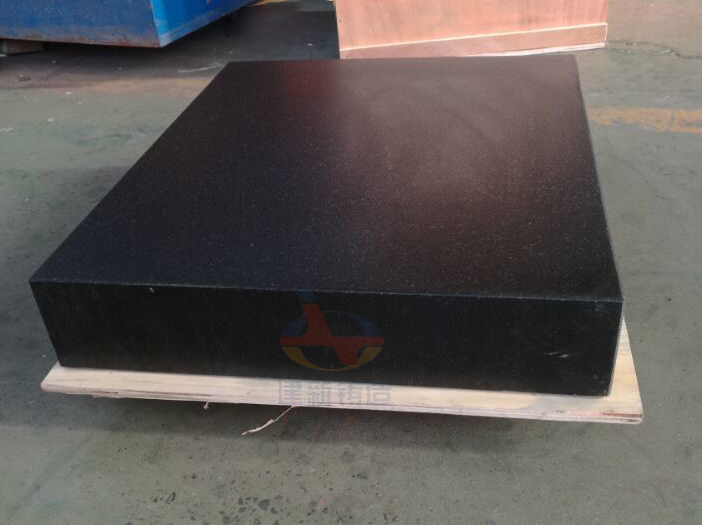
ī”╦∙ėąĮī┘Āt┴ŽČ╝▒žĒÜ╠ß│÷ēKČ╚ę¬Ū¾ĪŻ╚ń╔·ĶFĪóÅUõō║═╗žĀt┴ŽēKČ╚▀^┤¾Ż¼▓╗āHĮĄĄ═╚█╗»╦┘Č╚Ż¼Č°ŪęĀt┴Ž╚▌ęū┤Ņ┼’Ż¼╩╣╚█╗»▀^│╠▓╗─▄š²│Ż▀MąąŻ¼Å─Č°ĮĄĄ═ĶF╦«┘|┴┐ĪŻČ°ĶF║ŽĮ╚ń╣¹ēKČ╚╠½┤¾ät▓╗ęū╚█╗»Ż¼įņ│╔ĶF╦«╗»īW│╔Ęų▓╗ĘĆČ©Ż¼ēKČ╚╠½ąĪŻ¼ät╚▌ęūč§╗»ĪŻ╔·«aŪ“─½ĶTĶFė├Ą─Ū“╗»ä®Ż¼─┐Ū░ć°ā╚Ųš▒ķ▓╔ė├ŽĪ═┴µV║ŽĮŻ¼▀@ĘN║ŽĮęčėą╔╠ŲĘ╣®æ¬Ż¼
Ą½ĶTįņÅS═∙═∙Ė∙ō■ĶT╝■▓─┘|ąĶę¬╝░įŁ▓─┴ŽŪķørūį╝║╚█ųŲųąķg║ŽĮĪŻūįųŲĢrŻ¼×ķ▒ŻūC│╔ĘųĄ─Š∙ä“Ż¼├┐╚█ųŲę╗┼·Ż¼Įø╝»ųąŲŲ╦ķ╗ņ║Ž║¾Ż¼╚Īśė╬ÕéĆŻ©├┐éĆę╗ąĪ░³Ż®▀Mąą│╔ĘųĘų╬÷Ż¼╚╗║¾╚ĪŲĮŠ∙ųĄĪŻŽĪ═┴µV║ŽĮĄ─ēKČ╚ī”Ū“╗»┘|┴┐ėąųžę¬Ą─ė░ĒæŻ¼ė╚Ųõ╩Ūė├ø_╚ļĘ©Ū“╗»╠Ä└ĒĢrĪŻ┴ŻČ╚╠½ąĪŻ¼Ęą“vÅŖ┴ęŻ¼║ŽĮĄ─╬³╩š┬╩ĮĄĄ═Ż¼įņ│╔Ū“╗»▓╗┴╝Ż╗┴ŻČ╚╠½┤¾╚█╗»╝░Ęą“v£■║¾╠½ČÓŻ¼║ŽĮ╚▌ęūŲ»ŲŻ¼ę▓ĮĄĄ═╬³╩š┬╩ĪŻ║Ž▀mĄ─┴ŻČ╚ęŖ▒Ē3-6ĪŻ
▒Ē3-6ŽĪ═┴µV║ŽĮĄ─┴ŻČ╚
|
ĶF╦«┘|┴┐/kg |
Ż╝200 |
200~100 |
ŻŠ1000 |
|
ŽĪ═┴µV║ŽĮ┴ŻČ╚/mm |
5~15 |
8~20 |
10~25 |
- 5Ż« Ė„ĘNĮī┘▓─┴Ž
╚█ųŲėą╔½║ŽĮĢrŻ¼▀Ćę¬ė├ĄĮĖ„ĘNĮī┘▓─┴ŽŻ¼╚ńõXĪóµVĪóŃ~Īóõ\ĪóŃUĪóÕaĪóõRĪóµćĪóÕiĄ╚ĪŻ▀@ĘNą┬Įī┘┴Ž░³└©ę╗┤╬╣żśI╝āĮī┘║═ę╗┤╬║ŽĮĪŻę╗┤╬║ŽĮ┤¾Č╝ė╔ę▒ĮÅS╣®æ¬Ż¼ėąĢrę▓┐╔ęį╩ŪĶTįņÅS╚█ųŲĄ─ŅAųŲ║ŽĮÕVŻ¼┐╔ė├╦³ų▒Įėųž╚█Č°ųŲĄ├╣żū„║ŽĮĪŻ
ą┬Įī┘┴ŽĄ─╝āā¶│╠Č╚ę¬▒╚╔·ĶF║═ÅUõōę¬Ū¾Ė▀Ą├ČÓŻ¼└¦┤╦▓─┴Ž╚ļÄņ║¾æ¬▒Ż┤µį┌═©’L┴╝║├ĪóØŹā¶║═¤oĖ»╬gĮķ┘|Ą─ŁhŠ│ųąĪŻ▓─┴Žæ¬░┤┼Ų╠¢ĪóĀt╠¢ĘųŅÉČčĘ┼į┌ėąĘ└│▒─▄┴”Ą─▓─┴ŽŻ©╚ń─Š░ÕŻ®╔ŽŻ¼▓╗Ą├┼c╬³╦«╬’┘|║═Ųõ╦¹Įī┘Įėė|ĪŻ
╣½╦Š┴┐Š▀«aŲĘŻ║ĶTĶFŲĮ░ÕĪó╗∙ĄAŲĮ░ÕĪóäØŠĆŲĮ░ÕĪóÖz“×ŲĮ░ÕĪóŃT║ĖŲĮ░ÕĪó║ĖĮėŲĮ░ÕĪó╗╣żŲĮ░ÕĪóŃQ╣żŲĮ░ÕĪóčą─źŲĮ░ÕĪó╣╬ŲĮ░ÕĪóē║╔│ŲĮ░ÕĪóįć“×ŲĮ░ÕĪóÖC┤▓╣żū„┼_Ż©╚ńŻ║┬õĄžńM┤▓╣żū„┼_Ż®Īó╚²ū∙ś╦ŲĮ░ÕĪó─ŻŠ▀ē|░ÕĪóŲ┤čbŲĮ░ÕŻ©ę▓Įąčb┼õŲĮ░ÕŻ®ĪŻ
╗“Ż║ĶTĶFŲĮ┼_Īó╗∙ĄAŲĮ┼_ĪóäØŠĆŲĮ┼_ĪóÖz“×ŲĮ┼_ĪóŃT║ĖŲĮ┼_Īó║ĖĮėŲĮ┼_Īó╗╣żŲĮ┼_ĪóŃQ╣żŲĮ┼_Īóčą─źŲĮ┼_Īó╣╬ŲĮ┼_Īóē║╔│ŲĮ┼_Īóįć“×╣żū„┼_Ż©╚ńŻ║š±äėįć“×╣żū„┼_║åĘQš±äėįć“×┼_Ż®ĪóÖC┤▓╣żū„┼_Ż©╚ńŻ║┬õĄžńM┤▓╣żū„┼_Ż®Īó╚²ū∙ś╦ŲĮ┼_Īó─ŻŠ▀╣żū„┼_ĪóŲ┤čbŲĮ┼_Ż©ę▓Įąčb┼õŲĮ┼_Ż®ĪŻ
ÜgėŁüĒ╬ę╣½╦Š┐╝▓ņū╔įāĪŻĮ©ą┬┴┐Š▀Ż©m.kang-he.com.cnŻ®Ż¼ÜgėŁ─·ŻĪ
Ž┬ę╗Ų¬╬─š┬Ż║ī”ŲĮ░ÕÖzČ©ųąįuČ©╣╬čąĮėė|░▀³cĄ─╠Įėæ..ĪŠ2008/11/21Ī┐